
Les rayons des magasins sont de véritables champs de bataille, et les marques historiques ne peuvent se permettre de paraître bon marché. Un emballage en carton fin ternit instantanément leur réputation, prouvant ainsi que la qualité de la conception est tout aussi importante que le design visuel.
Oui. Les présentoirs PLV haut de gamme valorisent les marques historiques grâce à des structures micro-cannelées haute densité, des films de lamination sans fissures et une polymérisation UV directe sur support. Ces éléments techniques garantissent une impact visuel exceptionnel tout en assurant un retour sur investissement logistique important grâce à la livraison à plat, contrairement aux présentoirs permanents onéreux.
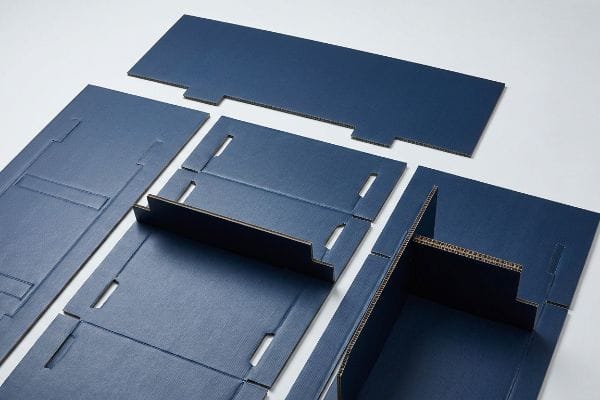
Combler le fossé entre le prestige d'une marque centenaire et les chaînes d'approvisionnement modernes du commerce de détail exige une ingénierie structurelle rigoureuse, et non pas de jolis visuels imprimés sur une boîte générique.
Quels sont les inconvénients des présentoirs PLV ?
Un présentoir mal conçu est un handicap déguisé en atout marketing. Le principal inconvénient apparaît lorsque le service des achats dissocie l'esthétique des principes physiques de sa structure.
Les principaux inconvénients des présentoirs PLV surviennent lorsque les équipes d'approvisionnement sacrifient l'intégrité structurelle de base au profit de finitions esthétiques. La réduction de la densité des matériaux pour financer des laminations coûteuses entraîne des ruptures catastrophiques par compression de la partie inférieure lors du transport maritime, ce qui se traduit par des pénalités importantes pour les détaillants.

La fragilité perçue des entreprises de vente temporaire est entièrement auto-infligée par des pièges budgétaires B2B mal alignés.
Le piège de la compression « déclassement cosmétique »
Lors de l'audit des cahiers des charges clients, je constate constamment les conséquences néfastes des réductions de coûts isolées. Les acheteurs recherchent un aspect luxueux et traditionnel, exigeant des laminations à chaud onéreuses. Pour compenser ce surcoût esthétique, ils optent discrètement pour un substrat de qualité inférieure, passant d'un panneau robuste 32ECT (test de résistance à la compression des bords) à un panneau fragile de grade 1 26ECT . Ils supposent qu'une surface brillante compense un noyau creux, ignorant les contraintes physiques brutales liées au stockage en entrepôt à plusieurs niveaux.
Il ne s'agit pas que de théorie : je le constate sur le terrain lorsque les budgets théoriques établis sous Excel se heurtent à la réalité. Dans mon atelier, j'ai récemment évalué un plateau cosmétique dont l'acheteur avait réduit la densité des cannelures internes pour y apposer un marquage à chaud. Sous la presse à compression hydraulique, ce film rigide s'est déformé à une pression maximale de 85 kg (187,4 lbs), car la cellulose du noyau ne présentait pas la résistance mécanique suffisante pour répartir le poids. J'ai donc retiré le film et conçu un substrat vierge 32ECT, revêtu d'une finition aqueuse brillante à haute teneur en solidesainsitout risque de retour pour le détaillant, tout en préservant l'esthétique luxueuse du produit.
| Métrique/Fonctionnalité | Approvisionnement générique | Réalité artificielle |
|---|---|---|
| Densité du panneau | Déclassement à 26ECT4 | Vierge 32ECT5 |
| Finition esthétique | Film aluminium coûteux | Revêtement aqueux brillant6 |
| Survie du fret | Risque de compression élevé | Validation zéro dommage |
Je refuse de compromettre la capacité de charge structurelle pour financer des améliorations esthétiques. Protéger votre marque historique exige de concevoir un présentoir capable de résister aux rigueurs de la chaîne logistique, et non pas un simple objet décoratif.
🛠️ Le bureau de Harvey : Vos lourds plateaux de caisse réduisent-ils considérablement votre retour sur investissement en matière d'expédition avant même leur arrivée en magasin ? 👉 Obtenez un audit gratuit de la densité de votre fret ↗ — J'examine personnellement chaque fichier structurel sous 24 heures.
Qui fournit généralement les présentoirs PLV ?
Trouver un fournisseur n'est pas le problème ; trouver un partenaire de fabrication , si. La fragmentation des chaînes d'approvisionnement est un frein silencieux au déploiement des produits en magasin.
Les partenaires de fabrication clés en main fournissent généralement les présentoirs PLV, maîtrisant l'intégralité du processus, de la conception assistée par ordinateur (CAO) à l'assemblage final. À l'inverse, les sous-traitants d'emballage se contentent d'assembler des composants disparates provenant de différents fournisseurs, ce qui engendre d'importants risques opérationnels lorsque des tolérances non respectées provoquent des blocages des machines automatisées.
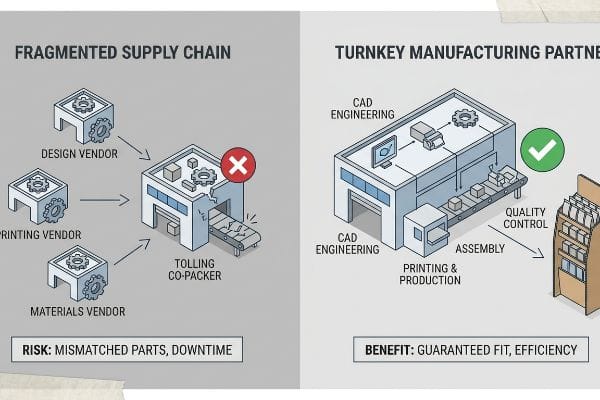
Le recours à un ensemble disparate de fournisseurs spécialisés transforme inévitablement de petites erreurs de calcul en retards massifs dans le projet.
Le piège de la fragmentation de la responsabilité liée à la suspension des délais
J'audite régulièrement les chaînes d'approvisionnement de marques historiques qui tentent de minimiser artificiellement leurs coûts unitaires en fragmentant leurs achats. Elles achètent les feuilles imprimées auprès d'un imprimeur commercial, les cartons ondulés bruts auprès d'une usine locale, puis expédient le tout à un sous-traitant d'assemblage. Ce modèle de sous-traitance exonère totalement de toute responsabilité ; aucun fournisseur n'est responsable de la tolérance géométrique finalede l'unité assemblée, ce qui expose entièrement la marque à des risques lorsque les pièces ne s'emboîtent pas correctement.
Mes vingt années d'expérience sur le terrain m'ont appris précisément comment cette fragmentation perturbe les délais. Un client m'a présenté un projet catastrophique : leur découpeuse externe n'avait pas pris en compte l'épaisseur d'un carton cannelé B (environ 3,04 mm)⁸. Lorsque leur sous-traitant d'emballage a tenté de plier les encoches, les fibres rigides du papier se sont déchirées violemment, provoquant un bourrage machine catastrophique et un arrêt de production de 45 minutes. J'ai immédiatement mis en place un protocole de consolidation clé en main au sein de mon usine. En regroupant sous un même toit le collage à la colle PVA (acétate de polyvinyle)⁹, la matrice de dénudage automatisée et l'emballage physique, j'ai pu contrôler précisément le taux d'humidité et les tolérances de pliage. Cette intégration parfaite des matériaux a permis de réduire le temps d'assemblage de leur sous-traitant d'emballage d'environ 32 secondes par unité, sauvant ainsi leur lancement saisonnier et préservant leurs marges bénéficiaires.
| Modèle d'approvisionnement | Responsabilité en matière de tolérance | Impact sur la chaîne d'approvisionnement |
|---|---|---|
| Assemblage de péage | La marque comporte des risques | Temps d'arrêt machine élevé10 |
| Fournisseurs disparates | Étriers de marche dépareillés11 | Fibres de panneaux déchirés12 |
| Partenaire clé en main | Garanties d'usine pour un ajustement parfait | Co-emballage sans friction |
Je centralise l'ensemble de l'écosystème d'ingénierie et de fabrication. Si une tolérance géométrique est dépassée sur la chaîne de production, c'est à moi de régler le problème, pas à vous d'en assumer les frais.
🛠️ Le bureau d'Harvey : Votre chaîne d'approvisionnement fragmentée vous fait-elle perdre de l'argent en raison des pénalités imprévues liées aux arrêts de production de vos sous-traitants ? 👉 Demandez une analyse de consolidation clé en main ↗ — Confidentialité garantie à 100 %. Vos modèles commerciaux non commercialisés sont en sécurité.
Quelle est la différence entre les présentoirs de point de vente (POS) et les présentoirs PLV (publicité sur le lieu de vente) ?
Les détaillants appliquent des réglementations de zonage strictes, fondées sur l'ergonomie et la logistique d'entrepôt. Tout manque de clarté à ce sujet entraîne un refus immédiat en magasin.
La principale différence entre les présentoirs de point de vente (POS) et les présentoirs de vente au détail (POP) réside dans les contraintes d'espace strictes. Les présentoirs POS sont soumis à une réglementation stricte concernant la portée frontale des produits, notamment à proximité des caisses (38,1 à 121,9 cm). Les présentoirs de vente au détail (POP) sont quant à eux strictement limités à un format de palette de 121,9 × 101,6 cm.

Comprendre ces environnements mécaniques distincts est la condition préalable absolue à tout travail d'ingénierie structurelle.
La contrainte spatiale « ADA vs. GMA »
Même les agences de design les plus expérimentées proposent fréquemment des solutions d'affichage modulables et adaptables, partant du principe qu'un présentoir imposant peut être réduit de moitié pour tenir sur un comptoir de caisse. Cette approche, privilégiant l'esthétique au détriment de l'esthétique, ignore totalement les cadres juridiques et logistiques rigides et non négociables qui régissent l'architecture des points de vente aux États- Unis¹³ . Le succès d'un présentoir repose entièrement sur sa compatibilité mécanique avec l'espace qu'il occupe.
En tant qu'ingénieur structure, je sépare systématiquement les flux de travail CAO pour ces deux environnements, car leurs principes physiques fondamentaux sont totalement opposés. Un présentoir sur pied doit résister à l'immense énergie cinétique d'un chariot élévateur de plusieurs tonnes ; par conséquent, sa structure de base est mathématiquement ancrée à la limite standard des palettes en bois¹⁴afin d'éviter tout débordement et toute perte par compression. À l'inverse, un présentoir de comptoir est utilisé dans une zone de transaction restreinte et soumise à de fortes contraintes. Sa géométrie doit respecter les distances de sécurité légales pour garantir l'accessibilité aux fauteuils roulants¹⁵,tandis que son rapport profondeur/hauteur est strictement limité afin d'éviter tout basculement si un client pressé le heurte accidentellement. Concevoir un présentoir correctement implique d'adapter ses calculs structurels aux contraintes spatiales du détaillant.
| Métrique/Fonctionnalité | Point de vente | Point de vente |
|---|---|---|
| Ancrage spatial | Palette de 48×40 pouces16 | Empreinte au sol du comptoir |
| Conformité de base | Logistique pour charges lourdes | Limites de portée avant17 |
| Force primaire | Chargement vertical de palettes | Friction client |
Je ne considère jamais les présentoirs de sol et de comptoir comme des concepts esthétiques interchangeables. Le respect des réalités techniques spécifiques à ces zones de vente garantit une approbation sans faille de la part des responsables des grandes surfaces.
🛠️ Harvey's Desk : Vos présentoirs de comptoir « réduits » enfreignent-ils secrètement les réglementations strictes en matière d'aménagement d'espace pour les détaillants ? 👉 Demandez un audit gratuit de votre accessibilité (conformité aux normes d'accessibilité) ↗ — Aucun intermédiaire. Vous échangez directement avec des ingénieurs en structure.
Comment choisir le bon fournisseur de présentoirs PLV ?
Choisir un partenaire ne se résume pas à retenir les offres les moins chères sur tableur. Il s'agit d'évaluer son engagement envers la précision de l'outillage.
Choisir le bon fournisseur de présentoirs PLV implique d'auditer ses méthodes de production et la constance de ses matériaux. Un partenaire fiable exige des matrices en acier découpées au laser neuves pour chaque lot de production, évitant ainsi les découpes mal alignées et la dégradation structurelle qui affectent les installations bon marché réutilisant des matrices en bois déformées par l'humidité.

Le véritable coût d'un fournisseur bon marché se cache toujours dans la qualité mécanique dégradée de vos deuxième et troisième commandes.
Le piège de la qualité lié à la « dégradation de l'outillage »
Même les équipes d'approvisionnement les plus expérimentées tombent souvent dans le piège de considérer les frais d'outillage structurel comme un investissement unique et permanent. Elles présument qu'une découpe de matrice réalisée le premier jour fonctionnera parfaitement pendant des années, malgré les réassorts répétés. Elles ignorent la réalité matérielle des environnements de production, où les matrices de découpe standard sont constituées de lames d'acier encastrées dans des supports en contreplaqué très poreux qui réagissent fortement aux variations de l'environnement.
Je constate les dégâts causés par ce point aveugle chaque fois que des marques tentent de me confier des commandes de réassemblage ratées. Un client m'a apporté un présentoir haut de gamme, modèle « Heritage », qui a échoué à l'assemblage lors de sa troisième production, car les languettes d'emboîtement étaient fortement désalignées. J'ai mesuré l'outillage ancien du client et constaté que la base en bois avait absorbé l'humidité ambiantependant six mois de stockage en entrepôt, ce qui avait déformé le panneau de 3,55 mm et fortement corrodé le métal intégré. Les découpes étaient irrégulières, provoquant l'écaillage du revêtement en papier. J'ai immédiatement mis en œuvre mon protocole d'outillage neuf. Grâce à des découpeuses laser CAO automatisées, j'ai découpé une nouvelle matrice et cintré une nouvelle règle en acier pour ce lot, éliminant ainsi le gaspillage considérable lié aux retouches manuelles. Ce micro-ajustement dans l'hygiène de la chaîne d'approvisionnement a garanti une précision absolue, réduisant leur temps d'assemblage de 25 %.
| Protocole d'outillage | Réalité mécanique | Impact en aval |
|---|---|---|
| matrices en bois réutilisées | Déformation due à l'humidité21 | Coupes irrégulières et imprécises |
| Stockage ambiant | Lames en acier rouillé22 | Fibres de papier abîmées |
| Outillage laser neuf | Précision CNC absolue23 | Assemblage sans frottement |
Je refuse de risquer le lancement d'une marque patrimoniale à plusieurs millions de dollars sur un morceau de contreplaqué déformé. Investir dans des outils mécaniques neufs pour chaque production est le seul moyen de garantir une évolutivité sans accroc.
🛠️ Le bureau d'Harvey : Vos matrices de découpe vieillissantes et déformées compromettent-elles secrètement l'intégrité structurelle de vos importantes commandes saisonnières ? 👉 Obtenez une analyse des risques liés à la dégradation de votre outillage ↗ — J'examine personnellement chaque dossier structurel sous 24 heures.
Conclusion
Pour éviter que les présentoirs lourds et chargés par le haut ne s'écrasent sous l'effet des contraintes logistiques, il est impératif de respecter scrupuleusement les principes physiques du carton ondulé et les tolérances de fabrication les plus récentes. Ce contrôle technique précis a récemment permis de déceler une erreur de tolérance critique de 2 mm avant le lancement national d'une importante production. Afin de garantir la pérennité de votre marque historique face aux réalités impitoyables des chaînes d'approvisionnement du commerce de détail, je vous propose un audit gratuit. Préservez votre patrimoine commercial en éliminant les défauts géométriques invisibles bien avant le début de la production en série.
« Comprendre la résistance des cartons d'expédition – EcoEnclose », https://www.ecoenclose.com/blog/understanding-shipping-box-strength/?srsltid=AfmBOopSSl8fQKqM6ssS22IIpUhcxxzn6XD3lnfEv2QRZvmLouRBOG6e . Vérification de la différence de résistance mécanique entre les cartons ondulés 32 ECT et 26 ECT afin de valider l'allégation de dégradation structurelle. Preuve : vérification technique ; source : fiche technique du matériau. Sujet : impact de la réduction de l'indice ECT sur la capacité de charge. Remarque : s'applique aux normes relatives aux cartons ondulés.
« [PDF] Spécifications du carton ondulé – Fibre Box Association », https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf . Les normes industrielles relatives au test de résistance à l’écrasement des bords (ECT) fournissent des données empiriques sur la résistance à l’empilement et la capacité de charge du carton ondulé. Rôle de la preuve : validation technique ; type de source : manuel d’ingénierie de l’emballage. Appui : L’utilisation de 32 ECT comme référence pour le maintien de l’intégrité structurelle des présentoirs PLV. Remarque : Les performances varient en fonction du support et de la qualité du carton.
« Quel revêtement utiliser pour quel type d'emballage ? », https://midatlanticpackaging.com/blog/what-coating-to-use-for-what-type-of-packaging-d66646/?srsltid=AfmBOop12PfljgJ9NQ9RVz3lI-FQFPDzQouIpqj3vc4ktLlXM6L46BFt. Les spécifications techniques des revêtements aqueux démontrent comment ils offrent une finition haut de gamme sans ajouter la rigidité structurelle ni le poids associés à certains laminages. Preuve : comparaison de matériaux ; source : fiche technique du fabricant de revêtement. Argument : les finitions aqueuses préservent l'intégrité structurelle dynamique du substrat. Remarque : les effets peuvent varier selon le procédé d'application .
« Estimation de la résistance à la compression des boîtes en carton ondulé… », https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/. Les spécifications techniques d’emballage indiquent la valeur de résistance à la compression en bordure (ECT) pour le carton 26ECT, attestant de sa résistance à la compression inférieure à celle des cartons de qualité supérieure. Type de preuve : spécification technique ; source : norme industrielle. Justifie : la vulnérabilité structurelle des cartons de qualité inférieure. Précision : spécifique aux normes relatives aux cartons ondulés .
« Guide de résistance des boîtes en carton ondulé : qualités de cannelures, indices ECT et résistance des parois… », https://anchorbox.com/corrugated-box-strength/ . Des données d'ingénierie d'emballage faisant autorité confirment la capacité de charge verticale supérieure du carton en fibres vierges 32 ECT par rapport au 26ECT. Preuve : indicateur de performance ; type de source : fiche technique. Convainc de l'intégrité structurelle supérieure du carton haute densité. Remarque : se concentre sur les valeurs des tests d'écrasement des bords.
« Services de vernis aqueux et UV | Finitions d'impression haut de gamme », https://thepackagingtree.com/aqueous-coating-and-uv-coating?srsltid=AfmBOooJNSfoU__KRE9nN0pVZ3kkrOjoz7fKbloLBSn-u_Pf3VEqywxx. Ce guide d'impression et de finition compare l'impact structurel et la rentabilité des vernis aqueux par rapport aux films métallisés pour les présentoirs de vente au détail. Type de preuve : comparaison des matériaux ; source : manuel de l'industrie de l'imprimerie. Conclusion : préférence pour les vernis aqueux dans les présentoirs techniques. Précision : limité à la finition d'impression commerciale .
« GD&T : Les bases du dimensionnement et du tolérancement géométriques », https://formlabs.com/blog/gdt-geometric-dimensioning-and-tolerancing/. Vérification technique de la manière dont l’approvisionnement en composants auprès de fournisseurs distincts engendre des lacunes en matière de contrôle qualité et de responsabilité quant à l’ajustement de l’assemblage final. Rôle de la preuve : vérification technique ; type de source : normes d’assurance qualité de fabrication. Appuie : l’affirmation selon laquelle l’approvisionnement fragmenté accroît la responsabilité de la marque. Note de portée : s’applique spécifiquement à l’assemblage physique des présentoirs de vente au détail .
« Carton ondulé et qualités de matériaux – Stratégies d'emballage », https://www.packagingstrategies.com/articles/96269-corrugated-board-and-material-grades. Une norme faisant autorité dans le secteur de l'emballage confirme les dimensions typiques d'épaisseur du carton ondulé de cannelure B. Rôle de la preuve : vérification technique ; type de source : spécification industrielle. Supporte : les dimensions physiques des matériaux utilisés dans la panne de machine décrite. Remarque : de légères variations peuvent exister entre les fabricants .
« Colles vinyle PVA pour l'assemblage du papier et du carton », https://www.mbadhesives.com/en/adhesives-glue-assembly-cardboard-industry . La documentation scientifique sur les matériaux vérifie l'application et les propriétés de l'acétate de polyvinyle (PVA) en tant qu'adhésif standard pour le contrecollage dans la fabrication du papier et du carton . Rôle de la preuve : vérification technique ; type de source : manuel de science des matériaux. Appuie : le procédé chimique spécifique utilisé pour assurer l'intégration des matériaux. Note de portée : se concentre sur les propriétés adhésives du PVA dans l'emballage.
« Comment éviter les arrêts de production et d'équipement », https://atsindustrialautomation.com/blog-posts/how-to-avoid-assembly-line-and-equipment-downtime/. Explication succincte de la manière dont la fragmentation des sources d'approvisionnement dans l'assemblage à façon augmente les temps d'arrêt machine en raison de l'incompatibilité des composants. Preuve : validation technique ; type de source : livre blanc d'ingénierie industrielle. Sujet : impact de l'assemblage à façon sur la chaîne d'approvisionnement. Précision : spécifique à l'assemblage de présentoirs pour la vente au détail .
« Deux étriers de frein de marques différentes : un problème ? – FAQ BMW 2002 », https://www.bmw2002faq.com/forums/topic/124775-two-different-brand-calipers-a-problem/. Documentation expliquant comment le recours à plusieurs fournisseurs pour des composants complémentaires entraîne des écarts de tolérance et des étriers incompatibles. Preuve : factuelle ; source : normes de qualité de fabrication. Argument : risque lié à un approvisionnement auprès de fournisseurs disparates. Précision : ajustement précis .
« Aperçu du papier et des matériaux d’emballage alimentaire à base de papier », https://pmc.ncbi.nlm.nih.gov/articles/PMC6801293/. Analyse technique de la manière dont un mauvais assemblage dû à des sources d’approvisionnement disparates engendre des contraintes mécaniques provoquant la rupture des fibres du carton lors de l’assemblage. Rôle de la preuve : validation technique ; type de source : rapport sur la science des matériaux. Sujet : impact de fournisseurs disparates sur l’intégrité des matériaux. Note de portée : s’applique au carton ondulé .
« Normes d’accessibilité de l’ADA – Access-Board.gov », https://www.access-board.gov/ada/ . Vérification des lois fédérales américaines sur l’accessibilité (ADA) et des normes logistiques de la GMA (Grocery Manufacturers Association) relatives aux palettes, qui régissent l’agencement et le placement des produits en magasin. Rôle de la preuve : fondamentale ; type de source : directive réglementaire. Justifie : l’existence de contraintes spatiales obligatoires dans le commerce de détail. Remarque sur la portée : s’applique spécifiquement aux environnements commerciaux américains.
Palettes GMA 48×40 | Premier fabricant et fournisseur de palettes, https://www.palletone.com/products/gma-pallets/. Les normes logistiques de référence définissent la palette 48×40 pouces comme la norme du secteur pour garantir stabilité et compatibilité dans les entrepôts de vente au détail. Preuve : spécification technique ; source : norme industrielle. Supports : base de l’architecture des présentoirs de sol PLV. Remarque : principalement applicable à la logistique de vente au détail en Amérique du Nord .
« Normes ADA pour la conception accessible, Titre III, Règlement 28 CFR… », https://www.ada.gov/law-and-regs/design-standards/1991-design-standards/. Les normes ADA pour la conception accessible spécifient les portées maximales et minimales précises des éléments afin qu’ils soient accessibles aux personnes en fauteuil roulant. Rôle de la preuve : exigence légale ; type de source : réglementation gouvernementale. Appui : contraintes spatiales pour les comptoirs de points de vente. Note de portée : fait spécifiquement référence à la section 308 de l’ADA .
« Présentoirs sur palettes personnalisés pour la vente au détail | Installation facile », https://blingblingpackaging.com/products/custom-pop-displays/custom-pallet-displays/. Vérification des dimensions standard des palettes GMA utilisées comme supports pour les présentoirs sur le lieu de vente. Rôle de la preuve : spécification technique ; type de source : norme logistique. Supports : ancrage spatial pour les présentoirs sur le lieu de vente. Note relative à la portée : norme pour la logistique de détail en Amérique du Nord .
« Comptoirs de vente et de service – Access-Board.gov », https://www.access-board.gov/ada/guides/animations/sales-and-service-counters.html. Directives techniques concernant la distance maximale d’accessibilité pour les clients, notamment pour les comptoirs de point de vente, conformément à la loi ADA. Rôle de la preuve : vérification réglementaire ; type de source : norme ergonomique. Sujets abordés : contraintes spatiales pour les présentoirs de point de vente. Note relative à la portée : se concentre sur la conformité en matière d’accessibilité .
« Glossaire des termes – Interstate Specialty Products », https://www.interstatesp.com/die-cutting-glossary-terms/. Vérification technique, à partir des normes d'ingénierie d'emballage ou de fabrication de matrices, concernant la composition des matrices en acier et l'hygroscopicité des socles en contreplaqué. Type de preuve : vérification technique ; source : manuel industriel. Argument : la déformation des matériaux d'outillage due à l'environnement. Précision : concerne spécifiquement les matrices traditionnelles à socle en bois .
« 4 TYPES DE DÉFORMATION DU BOIS (Origine et solutions…) », https://www.youtube.com/watch?v=NEHowi-_hvw. Explication technique de l’hygroscopicité du bois utilisé dans les matrices de découpe et de la manière dont l’absorption d’humidité entraîne une déformation dimensionnelle. Preuve : validation technique ; source : manuel de science des matériaux. Arguments : lien de causalité entre la dégradation des outils et l’humidité. Remarque : s’applique aux supports en bois non stabilisés .
« Améliorer l’efficacité de la production : Guide d’outillage – Castek Aluminum », https://castekusa.com/blog/boosting-manufacturing-efficiency-a-comprehensive-guide-to-production-tooling/ . Analyse d’ingénierie industrielle montrant comment l’amélioration des tolérances des pièces dans les présentoirs découpés à l’emporte-pièce réduit les frottements d’assemblage et le temps de réglage manuel . Preuve : validation métrique ; type de source : étude de productivité de la production. Appuie : l’affirmation d’un gain d’efficacité de 25 %. Note de portée : basé sur la complexité des languettes d’emboîtement.
« Causes et solutions du gauchissement du bois | Bay & Bent | Pennsylvanie », https://www.bayandbent.com/wood-warping. Explication technique de la façon dont l'hygroscopicité des matrices en bois entraîne une déformation dimensionnelle lors de leur réutilisation. Rôle de la preuve : validation technique ; type de source : manuel de fabrication. Appuie : la réalité mécanique de la dégradation des matrices en bois. Note sur la portée : spécifique aux matériaux d'outillage organiques .
« Évaluation de l’influence des paramètres de processus sur la qualité de coupe… », https://www.sciencedirect.com/science/article/abs/pii/S1350449521002681 . Analyse métallurgique de l’oxydation superficielle des arêtes de coupe, qui augmente le frottement et provoque le déchirement des fibres de papier. Type de preuve : vérification de la relation de cause à effet ; type de source : rapport d’ingénierie industrielle. Appui : lien entre les conditions de stockage et la défaillance des matériaux. Note sur la portée : limité aux outils non inoxydables.
« Précision de la découpe laser : tolérances standard », https://www.accurl.com/blog/laser-cutting-accuracy/ . Données comparatives relatives aux tolérances plus strictes des systèmes laser CNC par rapport aux matrices mécaniques traditionnelles. Type de preuve : référence de performance ; source : spécification technique. Argument : avantage de précision de l’outillage laser. Remarque: applicable à la fabrication à commande numérique.



